以下文章來源於施家邦 工控邦
作者簡介

李(lǐ)振先生
運動控製產品(pǐn)專家
技術能力中心
工業事業部
2003 年參加工作,開始電氣自動化學(xué)習之旅(lǚ)
2011 年加入施耐德(dé)電(diàn)氣(中國)有限公司
獨立編寫《施耐德電氣 SoMachine 控製器應用技巧 120 例》
參與編寫《施耐德 EcoStruxure Machine 控製器應用及編(biān)程進階》
中華人民共和國紡織行業標(biāo)準《棉紡設備網絡管(guǎn)理通信(xìn)接口和規範(fàn)》起草人之(zhī)一
“ 本係列將繼續為大家分享李振(zhèn)老師的《施耐EcoStruxure機器專家應用技巧 120 例》小夥伴們認真學習哦~”
5.4.13 使用CAD/CAM軟件轉換成G代碼文件時的注意事項(xiàng)
在實際(jì)應用中,我們常常會(huì)使用不同的軟件(jiàn)進行G代碼文件的生成(如:MasterCAM),但在生成G代碼文(wén)件時,每個軸的定位(wèi)位置保留多少位小數點,影響著G代碼文件(jiàn)所生成圖形的軌跡(jì),尤其是在使用圓弧(hú)插補指令時起著至關重要的(de)作用。
我們以下麵的案例來(lái)進(jìn)行分析,如下:
G 代碼(mǎ)文件:
N106 E1200 E-1200
N108 G0 Z0 F400
N110 G0 X821.5 Y-51. F400
N112 M3 K12000
N114 M7
N116 Z25.
N118 Z5. F400
N120 G1Z-8. F20
N122 G3 X826.5 R2.5 F40
N124 X821.5 R2.5
N126 G1 Z-23. F20
N128 G3 X826.5 R2.5 F40
N130 X821.5 R2.5
N132 G1 Z-42. F20
N134 G3 X826.5 R2.5 F40
N136 X821.5 R2.5
N138 G0 Z-17. F400
N140 Z25. F400
N142 X843. F400
N144 Z5. F400
N146 G1Z-8. F20
N148 Y-51.5 F40
N150 G3 X845. Y-53.5 R2.
N152 G1 X857.3889
N154 G2 X859.872 Y-54.816 R3.
N156 G3 X871.128 Y-47.184 R6.79972
N158 X859.872 R6.79972
N160 G2 X857.389 Y-48.5 R3.00019
N162 G1 X845.
N164 G3 X843. Y-50.5 R2.
N166 G1 Y-51.
N168 Z-23. F20
N170 Y-51.5 F40
N172 G3 X845. Y-53.5 R2.
N174 G1 X857.3889
N176 G2 X859.872 Y-54.816 R3.
N178 G3 X871.128 Y-47.184 R6.79972
N180 X859.872 R6.79972
N182 G2 X857.389 Y-48.5 R3.00019
N184 G1 X845.
N186 G3 X843. Y-50.5 R2.
N188 G1 Y-51.
N190 Z-42. F20
在第(dì)三方(fāng)軟件中查看的圖形,圖形完全與(yǔ)CAD圖紙的一致,如(rú)圖5-134所示。
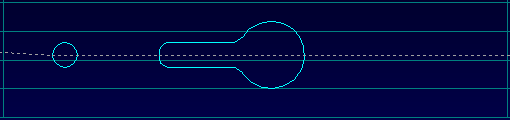
圖5-134 預覽效果(guǒ)
但是,此G代碼放在EcoStruxure(V3.1與V4.1效果一致)的CNC中,看到的效果則發生了變化,如圖5-135所示。
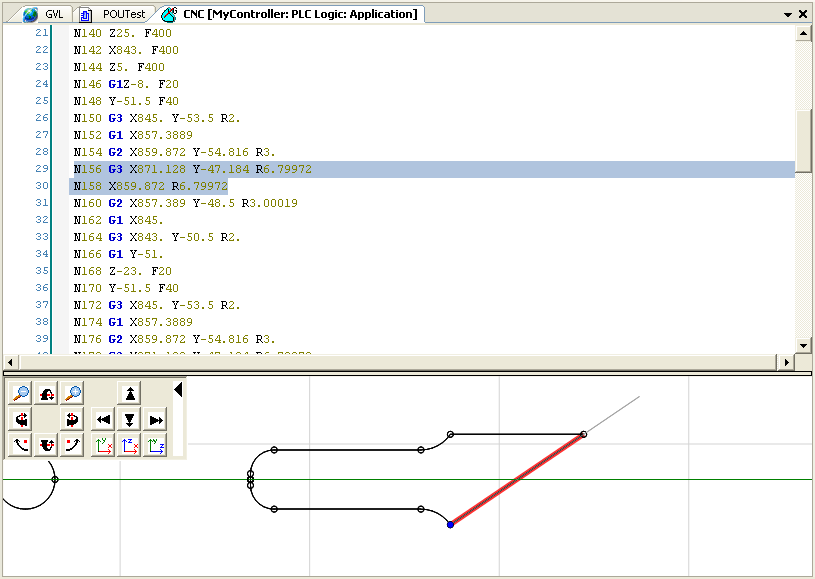
圖5-135 預覽效(xiào)果
在MotionPro中查看圖形(xíng)與EcoStruxure中一致,也是不相符的圖形,如圖5-136所示(shì)。
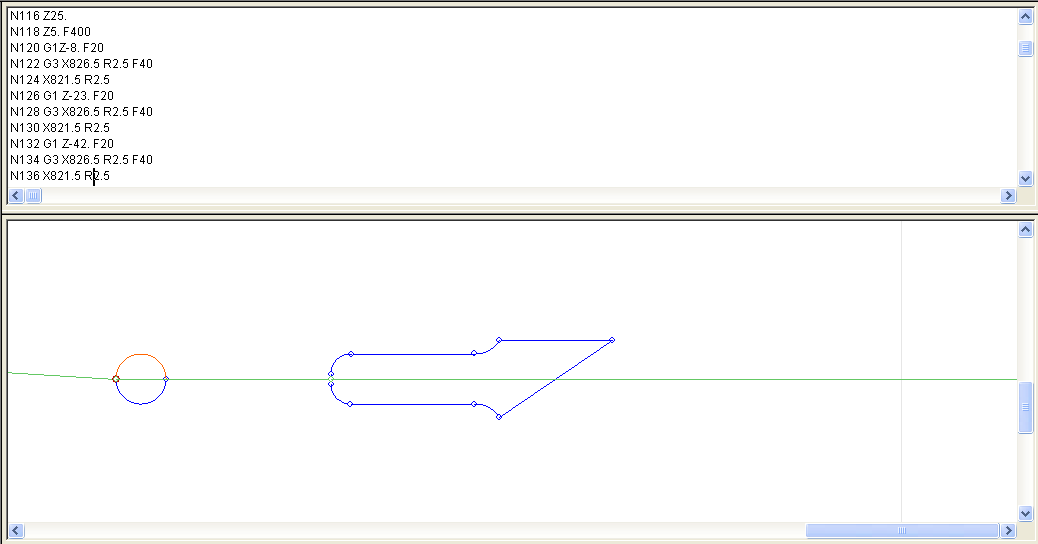
圖5-136 預覽效果
根據三角函數計算:R2=((871.128-859.872)2+(-47.184--54.816)2)/2,得出R=6.799724259115218,而G代碼(mǎ)文件給的數值為6.79972,從而導致了加(jiā)工圖形發生變化,修(xiū)改R值以後,則圖形正常,如圖5-137所示。
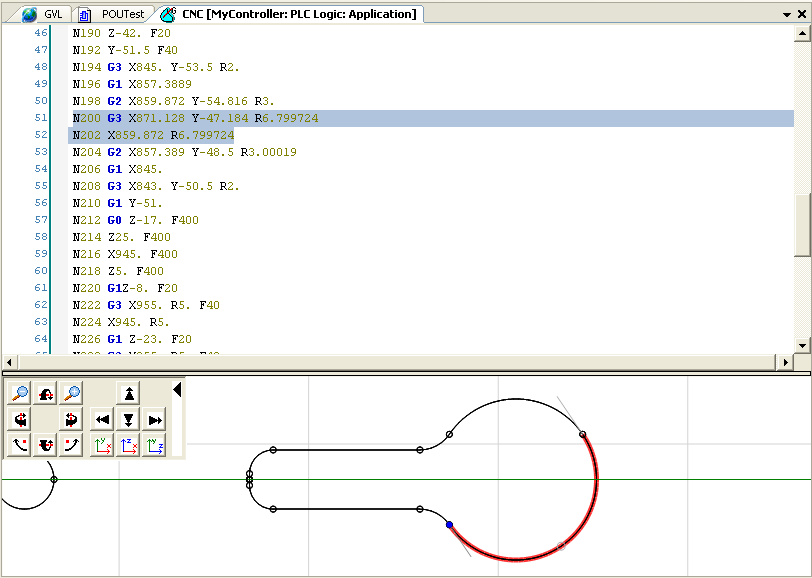
圖5-137 修改後的預覽(lǎn)效果
原因:在EcoStruxure的CNC功能中,在執行G代(dài)碼文件時,其對數據有一個計算(suàn)過程,如果(guǒ)計算的數值與給定(dìng)的(de)數值不一致或精度不(bú)夠時,則(zé)直接被識別為直線插補(G01),從而導致加工圖形(xíng)發生(shēng)變化,比如(rú)在上(shàng)麵的例子中,R的真實數據應(yīng)為6.799724259115218,而在CAM軟件生成時(shí)其隻保留了5位小(xiǎo)數點,則變為了6.79972,因而導致了此現(xiàn)象的發生。
解決方法:在CAM軟件生成G代碼文件時,設置其保留小數位數為最大值,在EcoStruxure的計算精(jīng)度(dù)中,其小數點位數保留了13位,因此,在CAM軟件生成G代碼文件時,其保留小數位數為應不小於(yú)8位,確保被加工(gōng)圖(tú)形得以正常加工。
上一篇:電抗器中的參數電抗率是根據(jù)什麽(me)確定(dìng)的?
下(xià)一篇(piān):伺服電機(jī)如何選擇脈衝、模擬量(liàng)、通訊(xùn)三種控製(zhì)方式
服務熱線:0371-60298207 13383812899
公司傳真:0371-60298207
公司郵箱(xiāng):nhauto@lyyzsb.com
公司地址:河南省新鄭市薛店鎮中德產業園47-4號樓
技術支持:鄭州網站製作 豫ICP備2020034884號-1
 官方微信公眾號
官方微信公眾號